Benefits of Infrared (IR) Drying in a “Brown Box” Corrugating Plant
This article on Infrared (IR) Drying is the first in a series of new more technical articles I will be writing on the Corrugating and Converting Industries.
Run speeds increases of 30-50% are guaranteed, with increases of up to 100% not uncommon
Introduction:
In my travels I have noticed an increased awareness of some of the benefits of Infrared (IR) drying on a flexo press. Most of the reasons that people list for adding drying to a press, are to do with high quality printing on coated papers and the application of varnish. This is all true, HQ printing is an area where IR Drying really shines, but it is not the only area:
This article is centred on why Infrared (IR) drying SHOULD be a consideration on every flexo press in the corrugated industry; new and old, Rotary Diecutter and Flexo Folder Gluer (Casemaker). Even if the work being produced is pretty standard one and two colour work with some block print. In fact, it is no exaggeration to state that this could be the most affordable increase in productivity to your press available in the market today, with real world results demonstrated the world over. Run speed increases of 30-50% are guaranteed, with increases of up to 100% not uncommon. A “Return on Investment” measured in mere months is commonplace!
A Changing Work Mix:
Firstly, a common objection is: “We traditionally haven’t worried about drying technology, why should we start now?”
Although the technology is reasonably new the reason for changing the way we think about print and drying, really comes down to the change in the work that customers are requesting, please see the following examples:

Not so long ago, this was the state of the average box that came through the plant. It was one-colour, probably printed on a Kraft liner and as long as someone could read what was written on the box, we pretty much received a pass mark and as such, there were no particular limitations on run speeds due to the print.
This all started to change with an increased focus on branding, specifically when coupled together with “shelf-ready” or “retail-ready” packaging. This has meant that quite often, the requirements of the customer have evolved to look more like this:

Impacts of Higher Print Specifications on Run Conditions
What is so stomach ulcer inducing about bringing greater complexity to the print specification of our work? Well, on a press not equipped with drying we know the following is going to hurt our production speeds in a certain way:
- Print over scores – This is going to cause the tracking of ink over our creasing anvils and belts
- Die-Cutting – More die-cut features means we will get smudging of the print on the die anvil or die (Depending on top or bottom)
- Multiple Colours – Issues around trapping colours over each will cause”dirty halos” and increased smudging
- Recycled Liners – More absorbent liners will increase the blotting effect in the outline of the print
- Small text – Needs to be readable and not smudged
While it is possible to play with ink formulations for improved drying times on the press, we can only adjust our inks to a certain point until they start drying on the plates causing a whole new range of issues and print defects.
As a result most plants have only one blunt instrument when it comes to controlling their print… The Handbrake! By decreasing the speed of the press, we increase drying time, which of course has a huge impact on the cost of the job and the profitability of the plant generally. Many plant operators may look at this type of work and while they nod along that all these particular issues are present, it is only a small percentage of their work,
Most plants have only one blunt instrument when it comes to controlling their print… Decreasing the speed of the pressmaybe in the vicinity of 10-20%.
The important consideration is that the market seems to be moving further in this direction of complexity and even at only 20% of the work mix, a run speed of 7,000 boxes per hour versus 12,000 boxes per hour is huge. You will also often find that the longer these jobs run on the press, the lower the speed gets as ink is transferred to the anvils, folding belts etc. In conjunction with this, at the end of the job we will be required to stop the machine and clean to ensure the same colours are not tracked through the next job.
Are You a Victim of the Dreaded Wet Ink?
Without needing to look at production numbers or evaluate the printed samples, from my experience I can tell you now that there are tell-tale signs of what we have been discussing that are immediately apparent on our press:

In the above image we can clearly see the remnants of wet ink running through our presses. The anvil has turned all the colours of the rainbow and we have clearly identifiable build up on the Die anvil and the polyurethane creasing anvils. First and foremost, this is ink that you are paying for that is not reaching the customer, so that is straight up waste. In addition, the fact that we are dragging ink off with the anvil, often in turn creates a need for the operator to increase the impression, which only exacerbates the problem. During and following the run, the operator may be forced to stop to clean the anvil or may preserve his down time by grinding the anvil on the run. I do not need to tell anyone reading this article that die anvils are not cheap and grinding them prematurely can cause a whole range of issues around cut length, especially on older presses.
Infrared Drying (IR) Versus Other Technologies
For the sake of time, from here we will refer to Infrared Drying as “IR”.
How IR Works
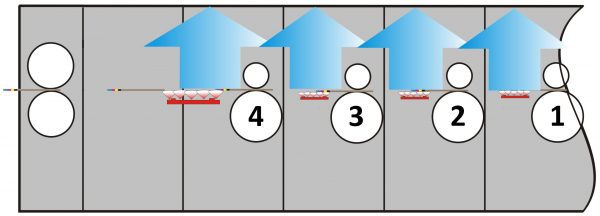
Easier than explaining the entire process to you, please have a look at this helpful diagram provided by JB Machinery:
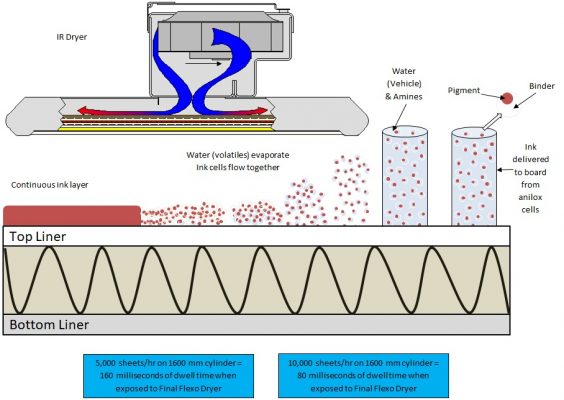
In the case of a one colour job, we need to remove the moisture from the ink before it reaches a point that it will be physically disturbed by the: Crease, Die-Cutting or Folding processes.
In the case of a multiple colour job, we need the ink of one colour to be dry before we lay another colour over the top.
Trapping in the Real World
Here we have some very standard tests that we did during a trial following the installation of dryers on a customer’s machine. As these are actual jobs, I will only show you small areas of the print.
The trial consisted of running with identical press conditions and speeds with the dryers off versus on. This was a 1980’s vintage machine with vacuum transfer and it was equipped with Interstation IR dryers in the Print units and a Final Flexo IR Dryer in the Dwell section (We will explain this terminology later)
The comparison explains what we have been speaking about:

As already outlined, this is identical press conditions with and without the dryers, if you haven’t guessed yet the left image is WITHOUT the dryers. This is a two colour job and that blackish halo between the two colours is the trap (often referred to as bleed). You can see in the image without dryers how the area with the trapping is basically being rubbed off on the die anvil and smeared over the print. This is because we have wet ink being applied to wet ink with only a second or two before it passes beneath the rotary die unit.
I am not holding the right sample up as an example of perfect printing, there are a number of issues around the print that still need to be addressed, what is clear, is that the difference WITH the dryers is dramatic. With the improved ink trapping shown in the right hand image we of course can push the press to higher speeds.
Configuration of IR Dryers

Option 1
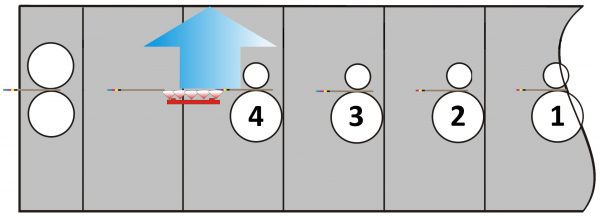
You can see the IR Dryer located in the final Dwell section, with this setup we are able to say that any job you currently run where ink drying is an issue, with the addition of the FFD (Final Flexo Dryer) your run speeds will increase by a minimum of 30-50%
Option 2
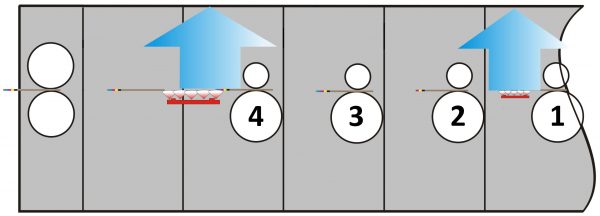
The logic is that we tend to run block print in the first unit, but placing a dryer in this first unit we are drying off the ink before we lay down the other colours improving our trapping.
Option 3
Conclusion
So to Re-cap, we have looked at the benefits of IR Drying as it relates to print quality and speed and why it should be considered in traditional “Brown box” plants. Return on investment is usually well within the range of most plants Cap-ex cycle and it is a Scalable system, meaning you can start with the FFD and grow the system as you move forward.
For more information on JB Machinery Dryers or discuss your print related issues:
Please call Revolution Industrial on +61 3 9452 8000
Or email us at: [email protected]
Click here for more information on the JB Range of Equipment: Link